Types of doors commonly used in residential, commercial, and industrial construction depend on the application area, durability required, the purpose of the door, etc.
What is a door?
A door is a movable barrier or mechanism for opening and closing an entranceway or a building/room. The purpose of the door in this urban environment is security and privacy. Apart from security, safety, and privacy, an aspect of art, beauty, and elegance is associated with it. The entrance door acts as a warm welcome to the areas inside.
This article is about the types of doors popularly used in civil construction.
Classification of doors in Civil Engineering
Doors come in a number of types. The selection of a door type, on the other hand, is determined by the location, purpose, aesthetic needs, material availability, security, and privacy. Doors types are typically classified as follows.
- Location based
- Based on material
- Based on operation mechanism
Types of doors in civil engineering– location based
The doors types are classified as follows
- Exterior Doors
- Interior Doors
Exterior door
An outside door is one that allows entry to a building/house. An outside door’s main function is to safeguard the building as well as the security and privacy of the occupants of the building. While selecting an exterior door, style, colours, finishes, and aesthetic looks to match the architectural theme must be considered.
Interior door
Interior doors provide access to interior spaces like bed, kitchen, special functional rooms, toilets, etc. However, choice of material and type depends on the nature of privacy, security, and purpose of the room. Interior doors used to be lighter than exterior doors.
Types of Doors – Based on Materials
The door choice is confirmed based on the material to be used. For that, we should have a better idea of the readily available, durable, and aesthetically matching materials. Following are the popular choices of doors based on materials used in construction nowadays.
- Wooden Doors
- Glass Door
- Metal Door
- Flush Door
- PVC door
- Aluminium Door
- UPVC door
Related posts from vincivilworld






Wooden Door/Timber Door
Wooden doors types are the most common and premium choice for both external and internal doors. They are the preferred choice due to their classy and elegant looks, high durability, and ability to match any architecture theme. Moreover, they are aesthetically pleasing and are widely available on a reasonable budget. Wooden doors can be custom-made for any functional requirements and design. They are the oldest material used and never lose their sheen even after long years.

- Easily available
- Easy working
- Best material for front doors due to its high durability.
- Used for any functional requirement.
- Wooden doors are mostly polished rather than painted for exposing the natural grain looks.
- Simple and easy installation.
- Carving works are easily done on wooden doors.
- Wooden doors are soundproof, got high thermal insulation capabilities and are strong.
Demerits of wooden doors
Even though wooden doors are superior materials they have their demerits also. However, needs periodic maintenance to retain the sheen and looks.
- Needs periodic maintenance to retain the sheen and looks.
- Wooden doors on long exposure to moisture may deteriorate.
- Prone to termite attacks.
- May sags
Glass Doors
Glass doors are for areas where the availability of natural light and open feeling is the main functional requirement. They are mainly used in areas where privacy is not a prime factor-like back yard, balcony doors, cabin doors, etc.
Glass doors are elegant and give an enhanced look to the house. However, the main problem with glass doors is the safety and privacy factor and the possibility of glass breaking. The glass breaking problem is managed by using small glass pieces for front doors. The glass should be safety glass or toughened glass.
Metal Doors
Steel is one of the preferred and favorite alternatives to wood for both external and internal doors. Mild steel or Galvanized steel is used for the manufacturing of doors. These doors are manufactured in solid and hollow types and are a safer, durable, and stronger option when compared to wooden doors.

Steel door frames are usually combined with wooden, PVC, steel, and flush door shutters. Steel door frames are manufactured by pressing steel sheets, angles, channels, etc. Holdfasts and hinges are welded to the steel frames.
Steel frames are popular and are used for residences, factories, industrial buildings, etc. They are economical than conventional wooden frames.
Metal door shutters are manufactured from high-quality cold-rolled Mild Steel (MS) sheets, with a steel face and rock wool or foam insulation. Steel is a more economical and stronger option compared to other materials even though steel may not look as attractive as wooden or glass doors.
Metal doors are available in different tones and shades. They are durable, have minimal maintenance, and provide excellent security.
Types of Doors – Flush Doors
The flush door is made of a timber frame covered with plywood from both sides. However, the hollow core is filled with rectangular blocks of softwood just like block boards. Flush door surface finished with decorative finish by fixing veneers. The flush door is usually laminated or veneered to match the architectural themes. These doors are usually hinged type and have one side opening only. The frame can be of wooden, PVC, or steel.
Flush doors got a seamless look and are economical, look elegant, and are easily available in the market.

While providing these doors for toilets, baths; the inner face of the door should be covered with aluminum sheets to protect against water.
PVC Doors
PVC or polyvinyl chloride doors are a very popular choice for doors. They are available in a range of colors and styles. Furthermore these doors have high resilience, are anti-destructive, termite-proof, moisture-resistant, lightweight, etc. As a result they are best suited for areas with moisture chances like bathroom areas.
Polyvinyl doors come in a variety of designs types. colors, style and looks beautiful. Similarly these doors do not corrode like steel or disintegrate like wood and do not need much maintenance.
They are very simple and easy to install and are scratch-proof. These doors are not preferred for front doors due to their lightweight characters and inability to resist environmental conditions. These doors are cost-effective when compared to wooden and metal doors.
Types of Doors – UPVC Doors
uPVC stands for Unplasticised Polyvinyl Chloride. It is a form of plastic that is hard and inflexible, also known as rigid PVC. UPVC doors are a preferred choice of architects and home owners due to the superior qualities they offer when compared to other door materials like wood, metal , PVC etc
- Easy to clean and maintain – UPVC doors can be cleaned by simply wiping with a soft cloth soaked with mild detergents even though they may not peel or cracks after years of usage.
- UPVC Profiles are manufactured to accommodate double glass units (DGU) in fact provides excellent thermal and acoustic insulations. Furthermore glass panes can be substituted with reflective glass to reflect sunlight and keep the rooms cooler in summers.
- Durability – UPVC is a highly durable material, in addition to that allows for the construction of doors and windows that are long-lasting. In addition to all above they are dust-proof, termite-proof, moisture, and weather-resistant.
- Ease of installation – Similarly UPVC doors are very fast and easy to install.

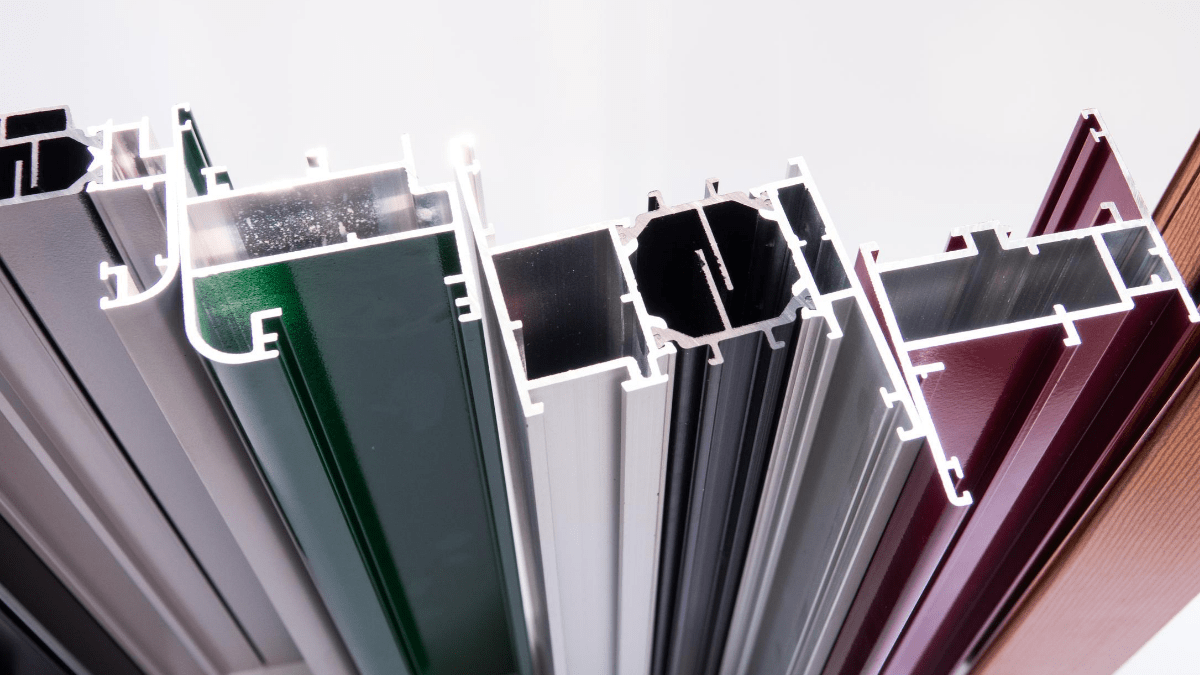
Types of Door – Aluminium doors
Aluminium doors due to their excellent and durable qualities are the most preferred option for designers and architects. They are durable, strong and maintenance free material. The fabrication and installation is very easy and got the choice of using as member for DGU units for thermal insulation applications. Aluminium is expensive, however considering the superior qualities aluminium is preferred in most of the areas.
Conclusion
Apart from the types described above there are a lot of doors varieties available in the market to cater each and every situation and applications. However, these door type selection has to be in line with the requirements.