The category talks about various building materials. They are, Stones, bricks, cement and lime. Stone is a naturally available building material that has been used for construction from the early age of civilization. Brick, the next in the category of building materials is obtained by molding good clay into a block, which is dried and then burnt. Lime is one of the oldest binding materials used in building construction. When it is mixed with sand it provides lime mortar and when mixed with sand and coarse aggregate, it forms lime concrete. Field test of Cement is one of the most important activity to be done at site to ensure the quality of construction. Every structure comprises of hundreds of building materials like sand, cement, aggregates, bricks, tiles, marble, etc. For creating a quality structure, building material quality plays an important role and needs to be checked frequently at different stages of construction. Normally lab tests are conducted to ascertain the properties of cement. Lab tests require time, special types of equipment, and professionals for testing and interpreting the results. It may not be possible to check all the properties of cement at the site. To overcome this difficulty cement tests are categorised into two. The quality of cement can be confirmed with the help of some simple field tests. These tests do not require any sophisticated types of equipment and professional skills and get the results very quickly. By conducting these simple tests and analysing the results we will get an idea about the cement quality and can immediately decide on accepting or rejecting it. These are first look tests and quality of cement is ensured by its smoothness to touch, the colour of cement, etc.
AAC Blocks vs red bricks – AAC blocks are also known as Autoclaved Aerated Concrete Blocks. They are lightweight, load-bearing, durable, and economical. AAC blocks can be manufactured to meet any requirements. AAC blocks are considered a green option instead of red bricks. They have enormous potential in terms of insulation, fire resistance, and thermal resistance. AAC blocks are environmentally friendly. They are a superior material compared to concrete, wood, brick, and stone. They can enhance the construction speed, reduce the costs, and unwanted wastage at construction sites.
Autoclaved Aerated Concrete blocks are superior to conventional red clay bricks in a lot of factors. Considering the impact and necessity of these factors we can easily make a choice.
AAC blocks are superior to red bricks in a lot of factors relating to quality, speed, workability, cost, and wastage. There is much to discuss about the advantages of AAC blocks. They hold benefits over Red bricks, fly ash bricks, Cement Concrete hollow blocks, and CLC blocks.
AAC blocks are manufactured from materials like sand, fly ash, lime, and cement. They are lightweight, eco-friendly, and energy-efficient. Their efficiency is due to 80% voids and the use of industrial waste.
AAC blocks are superior to conventional bricks for several reasons. They are lightweight and have eco-friendly properties. These blocks offer better insulation and energy efficiency. They also utilize waste materials like fly ash.
Let us have a comparison between AAC blocks and red bricks in terms of following parameters.
Availability of sizes
Technical Properties
Construction speed
Savings in labour
Material Savings
Availability of sizes.
Customization in size is the most important aspect in deciding the choice of bricks/blocks for a particular structure.
AAC blocks
Conventional red bricks
AAC blocks are available in varied sizes are can be customised for special requirements.
Mostly available in one or two standard sizes. No customisation is possible.
AAC blocks vs red bricks- Technical properties
AAC BLOCK DIMENSIONS
RED CLAY BRICK DIMENSIONS
AAC Blocks
Conventional Bricks
AAC blocks are available in 600 mm/625 mm (length) X 100–300 mm (height) X 230/240 mm (width).
Bricks are available in 225 mm (length) X 115 mm (width) X 75/70 mm (height).
The dimension tolerance of the AAC block is +/- 5 mm.
The dimension tolerance of brick is +/- 5 mm to +/- 15 mm or more.
Density ranges between 500-650 kg/cm³.
Density ranges between 1400-1900 kg/cm³.
The drying shrinkage of AAC blocks is 0.4%, which is very low compared to conventional bricks.
The drying shrinkage of bricks is 0.8%, which is comparatively high compared to AAC blocks.
AAC blocks vs red bricks – Construction speed
AAC blocks are considered cost-effective and economical in comparison with conventional bricks. The cost-effectiveness of AAC blocks is mostly related to the construction speed. AAC blocks can enhance construction speed when compared to conventional bricks. This improvement is due to some unique characteristics detailed out in the following table.
AAC blocks vs red bricks
Let us take a wall of 3mtr x 3 mtr size and 4 inch thickness
AAC Blocks
Conventional Bricks
Area of Block
Area of Brick
Area of block = 24 inch x 9 inch (600 mm x 230 mm) = 0.138 sqm
Area of brick = 9 inch x 3 inch (230 mm x 70 mm) = 0.0161 sqm
Wall area = 3m x 3m = 9 sqm
Wall area = 9 sqm
No. of blocks = 9 sqm / 0.138 sqm = 65 blocks (600 mm x 230 mm x 100 mm)
No. of bricks = 9 sqm / 0.0162 sqm = 555 bricks (230 x 110 x 70 mm)
Total Mortar Joints
Total Mortar Joints
85 rmt (approx)
170 rmt for 4-inch wall & 240-250 rmt for 9-inch wall
Weight
Weight
Weight of an AAC block (9 inch) = 16-17 kg
Weight of brick = 3-3.5 kg (approx)
1 no. 9 inch block = 14-15 bricks
Bricks are heavy
From the above comparisons, it is clear that the AAC blocks are lightweight and covers more area than bricks. Brick masonry got 3-4 times higher mortar joints and around 14-15 bricks constitute an AAC block. That is why Brick masonry is very slow. AAC blocks are big, got fewer joints, and can be completed very fast.
Factors influencing construction speed
Factors Influencing Construction Speed
AAC Blocks
Bricks
Dimensional Accuracy
AAC blocks are factory-made and possess dimensional accuracy, making them easy to place and plumb.
Red bricks are locally made, irregular, and less dimensionally accurate, making them difficult to place, level, and plumb.
Number of Joints
AAC blocks have fewer joints, increasing construction speed.
Red bricks have 4 times more joints than AAC blocks, significantly reducing construction speed.
Coverage Area
AAC blocks cover a larger area.
Bricks cover a smaller area.
Skill Requirement
AAC blocks can be placed by semi-skilled workers due to their dimensional accuracy and shape.
Brickwork requires skilled masons because of inaccuracies and shape issues.
Mortar Joints
AAC blocks use ready-mix block adhesive with a joint thickness of 3-5 mm.
Brickwork uses site-mixed mortar with a minimum joint thickness of 10 mm.
Savings in labor
Savings in Labor
AAC Blocks
Bricks
Pre-curing and post-curing labor
AAC blocks do not require any pre-curing. AAC block masonry joints are air-cured and do not require any curing. Infrastructure and labor involved in the curing process can be eliminated.
Bricks must be soaked in water before use. Additionally, 7-day curing is required for brickwork, which demands curing infrastructure and labour involvement.
Labour saving in mortar mixing
Labour Saving in Mortar Mixing
AAC Blocks
Bricks
Mixing Process
AAC blocks use ready-mix bonding adhesive as jointing material, available in 25-30 kg packs and mixed with water before use.
Brickwork uses site-mixed mortar that involves handling, mixing, and conveying of raw materials and mortar.
Labour Cost
This can save substantial labour costs incurred for mortar mixing and conveying.
Extra labour costs involved for mortar mixing and conveying.
AAC BLOCKS VS RED BRICKS – MORTAR MIXING
Conveying and re-handling labour
Conveying and Re-handling Labour
AAC Blocks
Bricks
Supply and Conveying
AAC blocks are supplied in pallets. They can be easily lifted and conveyed to work spots using cranes and tower cranes directly from the trucks.
Bricks are supplied loose and unloaded manually. They need to be filled in buckets for lifting to heights, requiring more labour.
Labour and Wastage
Saves labour in unloading, conveying, and lifting. Less handling generates zero wastage.
Brick shifting and conveying involve heavy labour and generate a large amount of wastage.
AAC block work rates are comparably less than brickwork due to the saving involved in the labour part. The rate per cum of AAC blocks will be around INR – 650/- to -750 /- per cum whereas brickwork is around INR 1400-1500/- per cum.
Material saving
Saving in mortar
AAC blocks got fewer mortar joints of 3-5 mm thickness whereas brick masonry generates 3-4 times higher number of joints of 12 mm thickness. This can save substantially in terms of jointing material.
Analysis of Mortar for Brickwork
Description
Quantity
x
Rate (INR)
=
Cost (INR)
1 CUM Brickwork = 0.35 to 0.4 CUM mortar
Sand cost (Rs. 2500/- per CUM)
0.35
x
2500
=
875
Cement
1.3
x
300
=
390
Total cost per CUM of brickwork
INR
1265/-
Analysis of Block Adhesive
Description
Details
1 CUM block work
30 kg of block adhesive
Rate per kg
Rs. 12-15 per kg
Cost for 30 kg
Around INR 400/- per CUM
Conclusion: Block adhesive costs approximately INR 400/- per CUM, whereas mortar costs around INR 1250/- per CUM.
Saving in plastering
AAC blocks are dimensionally accurate and both faces of the block-work look even without any undulations. The undulations can be levelled by providing a minimum plastering thickness of 10 mm inside and 12-15 mm outside. AAC blocks can even be painted by directly applying putty/Gypsum plaster over it.
Brickwork has a fair face and unfair face. To cover up undulations, a 12 mm plastering thickness is required for the fair face. A minimum of 18 mm thickness is needed for an unfair face.
AAC blocks offer other value-added benefits. They are superior in fire resistance, termite resistance, and thermal resistance. Additionally, they serve as a green building material. Please read ADVANTAGES OF AAC BLOCKS.
The advantages of AAC blocks over other alternatives stamps it as a perfect and superior building material in comparison with conventional bricks. Advantages of AAC blocks and their properties are listed out in detail.
Advantages of AAC blocks
AAC Blocks or Autoclaved Aerated Concrete Blocks are lightweight, load-bearing, durable, and economical walling material. They are eco-sensitive and green option to bricks, due to its enormous potentials in terms of insulation, fire-resistant, acoustic, and thermal resistant properties. AAC Blocks are superior material when compared with concrete, wood, brick, and stone. They can enhance the construction speed, reduce the costs, and minimise wastage at construction sites.
The unique qualities of AAC blocks are mainly due to its properties. AAC blocks are something more than a brick alternative. AAC block posses a lot of qualities that make them stand out from other alternatives. The advantages in terms of technical properties are listed below.
AAC blocks sizes are customised and manufactured in various sizes. The most common dimensions available in the market is : 600/625 mm (length) x 230/240 mm(height) x 100 mm-300 mm (thick)
TECHNICAL ADVANTAGES OF AAC BLOCKS
Dimension and appearance
The biggest advantages of AAC blocks are its Dimension and appearance.
AAC Blocks are factory manufactured and hence got a perfect size and finish with a dimension tolerance of +/- 5mm. They have sharp edges and corners, uniform colour, and pleasing appearance.
AAC block density is around (550-650)kg/cm3 which can be customised as per requirement.
AAC blocks pose a drying shrinkage of around 0.4 % which is considered very less when compared to conventional bricks.
Dimension optimisation is the main feature of AAC blocks. They can be customised to cater to any dimension requirements. AAC blocks are available in thickness ranging from 100 mm to 300 mm with a standard length of 600 mm/625 mm. The dimensions of AAC blocks also differ with the manufacturer.
Fire resistant advantages of AAC blocks
AAC blocks are non-combustible and got excellent fire-resistant properties. The melting point of the AAC blocks is around 1600 degrees Celsius which is much higher than the temperature of building fires, where it is around 500 degrees Celsius. AAC block can withstand fire up to 4-6 hours depending on the block thickness.
ADVANTAGES OF AAC BLOCKS DURING FIRE
Acoustic/Sound proof qualities
AAC Blocks possess low density and high porosity due to the presence of billions of voids. The voids make up 80% of the total volume. The AAC block got high sound absorption properties when compared with any other building materials like concrete and brick due to its high porosity.
The high acoustic properties make AAC blocks a preferred choice for cinema halls and auditoriums walls.
Insect and termite resistant
AAC Block uses inorganic materials like fly ash, cement, gypsum, etc as ingredients in its manufacturing process. AAC block possesses good insect and termite resistant qualities due to the presence of these inorganic materials.
Advantage of AAC blocks – Thermal insulation and energy savings
Fly ash is the main ingredient and constitutes more than 70% weight of AAC blocks ingredients. The micro pores constitutes around 80% of AAC blocks accounts for its excellent thermal insulation properties. The thermal insulation qualities help in maintaining inner temperature cool in summers and warm in winters. More cooler interior means less AC load which in turn can reduce energy consumption by 20% and can eliminate costly thermal insulation.
Advantage of AAC block-Impact of earthquake
AAC blocks are lightweight and reduces dead load/ mass on the structure. The impact of earthquake is directly proportional to the weight of structure. Because of its light weight properties, AAC blocks can reduce the impact of earthquake to an extend and hence preferred for earthquake zones.
Water and Moisture Resistant
AAC blocks constitutes millions of micro pores which prevent capillary transport of water and moisture over a long distance. The walls can resist moisture even with a lesser thickness compared to bricks. The water and moisture resistant qualities enable to use a less thick block as partitions.
Advantage of AAC block in terms of strength
AAC blocks are highly superior in terms of the strength. Higher level of strength of these blocks gives higher stability to the structure of the building.
Economical compared to any other alternative
AAC blocks are economical and stands out as the preferred option due to a lot of factors. This is the main advantage of AAC block over conventional red bricks.
CUTTING OF AAC BLOCK
Ease of cutting and chasing
Using recommended tools we can easily cut,drill and chase AAC blocks . The blocks will not break,crack or de-bond from its position while doing so.
Ensure fast construction
AAC blocks are lightweight, easy to fix and have a very accurate dimensional tolerance +/-5 mm and can be fixed, jointed and plumbed easily.
A single block of any thickness have an area of 24 inches x 8 inches
For completing a wall of 10 ft x 10ft
Surface area of block = 24 inch x 8 inch = 0.6 m x 0.2m = 0.12 sqm per block
Area of wall : 10 ft x 10 ft = 100 sq ft = 9.29 sqm
Quantity of block for an area of 9.29 sqm
9.29 sqm/0.12 sqm = 77.41 blocks for 100 sqft
Ordinary brick area is 9 inch x 3 inch = 0.23 m x .075 = .01725 sqm
Area of wall = 9.29 sqm area = 9.29/.1725 =
538 bricks (for 4 inch thick wall) and 1080 bricks for a 9 inch wall)
Higher the number of bricks greater the number of mortar joints.
AAC blocks are big in size and it can cover 13-14 bricks with a block. This can speed up the construction.
Advantage of AAC block in terms of Labour cost
PLACING OF AAC BLOCK
AAC blocks are very fast and easy to place due to the less number of joints when compared with bricks.
AAC blocks doesn’t require any soaking before placing for masonry and no curing is required after carrying out the works. The block adhesive used is air cured . This can reduce substantial labour and infrastructure costs involved in curing and soaking of blocks.
AAC block uses ready mix block adhesive in place of mortar for bonding the blocks, wherein mortar making requires handling of aggregates, mixing and conveying to the location for use. The labour involved in this lengthy process can be saved in the case of AAC blocks. More over the area looks neat and clean as site mixed mortars tends to generate a lot of waste.
Bricks got 4 times more mortar joints than AAC blocks. The dimensional tolerance of bricks are very high around +/- 5 mm to 15 mm and more. It is difficult to plumb and place in position.
AAC block work can even be done with a semiskilled labour with a little bit of training mostly due to their dimensional accuracy.
AAC blocks are available in pallets and can be conveyed and lifted to any location with the help of cranes and tower cranes. This can save labour involvement in carrying of blocks.
Because of these factors the labour charges for placing AAC blocks are almost 50% less when compared with conventional bricks/ or any other walling material.
Advantages of AAC block – Savings in material cost
Saving in jointing mortar
The block adhesive joint thickness is around 3-4 mm and it is much cheaper than mortar which includes cement and sand and its mixing.
Saving in plastering material
There is a huge amount of savings in terms of plastering. AAC blockwork presents a fair face on both sides of wall whereas brick work generates a fair face and unfair face on the walls. For covering the unfair face of brickwork the thickness of mortar should be adjusted to a minimum of 18 mm or more. In case of AAC blocks due to its dimensional accuracy they can be covered even with 10 mm thick mortar on inside faces and 12 mm thick mortar for outside faces. AAC blocks comes in perfect shapes and can even be painted directly after applying POP or gypsum plaster in very thin coats.
PLASTERING OF AAC BLOCKS
Wastages
AAC block wastage is around 2% whereas brick wastage is around 10% to 15% which is relatively very high. This can generates substantial saving in terms of wastage and removal of debris.
Design optimisation
AAC blocks are light weight with very less density of around 600 kg/cm3. Structural designers can optimise their designs due to less dead loads similarly optimised design consume less steel and concrete.
AAC is 100% Green building material & is a walling material of a choice in LEED certified buildings. AAC is most energy & resource efficient in the sense that it uses least amount of energy in manufacturing and material per cum of product. Brick manufacturing process uses fertile topsoil wherein AAC uses Fly-ash (65% of its weight) which is an industrial waste harming the environments.
AAC Blocks is a unique and excellent building material due to its superior heat, fire and sound resistance qualities. AAC blocks are lightweight and offers ultimate workability, flexibility and durability.
AAC Blocks or Autoclaved Aerated Concrete Blocks are a lightweight, load-bearing, a durable, eco-sensitive, and economical alternative for conventional bricks. AAC Blocks can be customised to satisfy dimensional requirements. When compared to concrete,wood ,brick and stone AAC block possess excellent insulation, fire-resistant, and thermal resistant properties. AAC block can enhance construction speed and reduce costs.
AAC BLOCKS LAYING
AAC Blocks Manufacturing
AAC block constitute 80% voids and hence it is lightweight and easy to handle. They are manufactured using easily available materials. The ingredients include sand, fly ash, lime, cement, gypsum, and aluminum powder. The manufacturing process is clean and does not emit any hazardous chemicals. Major raw materials used for AAC block manufacturing are industrial wastes like fly ash and gypsum. The manufacturing process is energy efficient eco-friendly certified green building materials.
Ingredients of AAC blocks
The main ingredients of AAC blocks are Fly ash, Sand, Cement, Lime, Gypsum, water, and aluminum powder. Aluminum powder is used as a foaming agent.
Cement used for AAC block manufacturing is OPC 43 or OPC 53 grade cement and is used as a binding material.
Fly ash is an industrial waste from power plants. The density ranges from 600kg/cm3 to 1400kg/cm3. The presence of fly ash is responsible for imparting insulation and fire-resistant properties of AAC blocks.
The lime is obtained by grinding limestone in the block manufacturing factory or outsourcing as lime powder.
Aluminum is used as a foaming agent and is responsible for the development of voids inside the blocks.
Gypsum is an industrial waste generated from fertiliser plants and is abundantly available.
AAC Blocks manufacturing process
The manufacturing process of AAC blocks is associated with a series of operations starting from, feeding of ingredients to the stacking of blocks. Every stage is associated with strict manufacturing quality guidelines for ensuring requisite strength and density. AAC block manufacturing processes are broadly classified as follows.
Raw material preparation
Dosing & mixing
Moulding, rising and pre-curing
De-moulding and Wire cutting
Autoclaving
Raw material Preparation
The basic ingredients required for AAC block manufacturing are fly ash or sand. Fly ash is abundantly available as industrial waste from power plants. Hence fly ash is used for manufacturing AAC blocks. It is mixed with water to form fly ash slurry which is stored in containers for the next stage of operation.
Dosing and mixing
The fly ash slurry is stored in a container which is connected to a mixing drum. All other ingredients like lime powder, gypsum, and cement are stored in different storage containers and are fed into the mixing drum using screw conveyors. Automatic feeding systems are attached to each storage container to ensure correct ingredient proportions. The proportioned ingredients are simultaneously fed to a mixing drum where it is mixed thoroughly. Aluminum dosing is done through a feeding attachment and is controlled according to the requirement. The ingredients are thoroughly mixed and ready to be poured into the moulds.
MIXING DRUM
Moulding, rising and Pre-curing
The casting of AAC blocks is done in moulds. The moulds are cleaned and coated with oil to avoid any sticking of the ingredients on the surfaces of the mould which in turn can hamper the surface finish of blocks. Already mixed slurry is poured into the oiled moulds. Inside the moulds, the aluminum reacts with calcium hydroxide (lime) and water and produces a lot of unconnected hydrogen bubbles and expands the slurry. The expansion is almost twice that of the original volume. This process is called rising. These hydrogen bubble spaces are responsible for the lightweight characteristics of AAC blocks. The process of rising is followed by de-moulding and cutting the blocks. The cutting of the blocks into the required sizes requires some strength for the cube. For that, the mould is allowed to settle and cure for a while just enough for the wire cutting process. The pre-curing time can be anywhere between 1-3 hours or more depending on weather conditions. This can be done by indirect heating also. After the pre-curing process, the green cake is strong enough for a wire cut.
De-moulding and Wire cutting
The pre-cured moulds are carried to the cutting area. The moulds are removed and the green cake is wire cut as per the required sizes. The wire cutting process is done in two stages. The first stage is a vertical cut and the second stage is a horizontal cut. De-moulding and cutting give the dimensional perfection and finish of the AAC blocks. This process has to be done with utmost care or else rejection may happen.
WIRE CUTTING OF AAC BLOCKS
Autoclaving of AAC blocks
The final process of manufacturing is autoclaving. The wire cut blocks are transported to an autoclaved chamber where is heated to the required temperature. This process gives the desired durability and structural stability to AAC blocks. The baking is done for about 8-12 hours at a temperature of around 180 degrees. The temperature and period of heating determine the grade of the materials. Curing in an autoclave reduces drying shrinkage.The autoclave curing process requires more energy and a more expensive kiln, but it can produce blocks in less time.
The blocks are stacked on pellets on completion of autoclaving process for transporting to the required destinations. All quality tests are conducted in the factory itself.
Stone is a naturally available building material that has been used for construction from the early age of civilization.
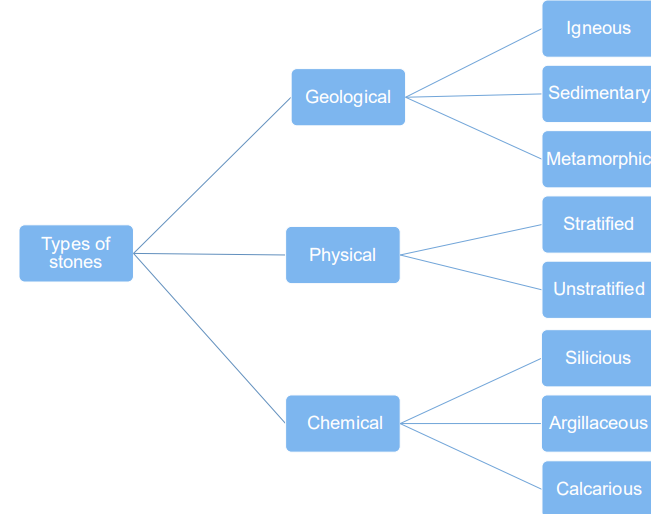
Types of stones
The classification of stones are as follows.
a. Geological
i) Igneous Rocks: These rocks are formed by cooling and solidifying of the rock masses from their molten magmatic condition of the material of the earth.Eg: Trap and basalt
ii) Sedimentary Rocks: Due to weathering action of water Eg: Sand stones, lime stones
iii) Metamorphic Rocks: Previously formed igneous and sedimentary rocks under go changes due to metamorphic action of pressure and internal heat Eg: quartzite, marble
b. Physical
i) Stratified rocks Sand stones, lime stones
ii) Unstratified rocks Granite, trap, marble
c. Chemical
i) Silicious rocks: The main content of these rocks is silica. Examples are granite, trap, sand stones etc.
ii) Argillaceous rocks: The main constituent of these rocks is clay. Eg. Slates and laterites.
iii) Calcareous rocks: The main constituent of these rocks is calcium carbonate. Eg. Limestone
Had any idea there existed such varieties of stones?
Cool!
Now let me list out the important properties of stone that make you choose it for your building.
Properties of stone
Structure
Texture:
Density
Appearance
Strength
Hardness
Percentage wear
Porosity and Absorption
Weathering
Toughness
Resistance to Fire
Ease in Dressing
Seasoning
Before thinking about considering stone for your next building, have a close look at the following tests on stones.
Tests on Stones
(i) crushing strength test
(ii) water absorption test
(iii) abrasion test
(iv) impact test
(v) acid test
So, tests are done. Now, let me tell you, where all you can use this building material.
Uses of Stones
(i) Stone masonry is used for the construction of foundations, walls, columns and arches.
(ii) Stones are used for flooring.
(iii) Stone slabs are used as damp proof courses, lintels and even as roofing materials.
(iv) Stones with good appearance are used for the face works of buildings. Polished marbles and granite are commonly used for face works.
(v) Stones are used for paving of roads, footpaths and open spaces round the buildings.
(vi) Stones are also used in the constructions of piers and abutments of bridges, dams and retaining walls.
(vii) Crushed stones with graved are used to provide base course for roads. When mixed with tar they form finishing coat.
Wah! Lots of possible applications, right?
Moving on to the next building material, it’s none other than the lovely bricks.
Advertisements
2. Brick- Introducing second building material
Brick, the next in the category of building materials is obtained by molding good clay into a block, which is dried and then burnt.
Now, bricks being one among the inevitable materials in the building and construction sector, let’s know it deeper.
Types of Bricks
Major types of bricks are,
(i) Building Bricks
These bricks are used for the construction of walls.
(ii) Paving Bricks
These are vitrified bricks and are used as pavers.
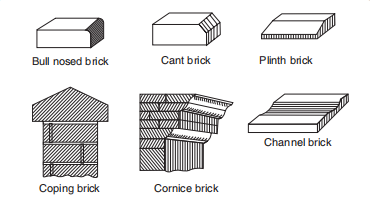
(iv) Special Bricks
These bricks are different from the commonly used building bricks with respect to their shape and the purpose for which they are made.
Figure shows example of special bricks
Some of such bricks are listed below:
(a) Specially Shaped Bricks
Bricks of special shapes are manufactured to meet the requirements of different situations.
(b) Facing Bricks
These bricks are used in the outer face of masonry. Once these bricks are provided, plastering is not required. The standard size of these bricks are 190 × 90 × 90 mm or 190 × 90 × 40 mm.
(c) Perforated Building Bricks
These bricks are manufactured with area of perforation of 30 to 45 per cent. The area of each perforation should not exceed 500 mm2. The perforation should be uniformly distributed over the surface. They are manufactured in the size 190 × 190 × 90 mm and 290 × 90 × 90 mm.
(d) Burn’t Clay Hollow Bricks:
Bricks are used for the construction of partition walls. They provide good thermal insulation to buildings. They are manufactured in the sizes 190 × 190 × 90 mm, 290 × 90 × 90 mm and 290 × 140 × 90 mm. The thickness of any shell should not be less than 11 mm and that of any web not less than 8 mm. WEBS 8 mm minimum thick Fig. 1.4. Hollow bricks
(e) Sewer Bricks
These bricks are used for the construction of sewage lines. They are manufactured from surface clay, fire clay shale or with the combination of these. They are manufactured in the sizes 190 × 90 × 90 mm and 190 × 90 × 40 mm. The average strength of these bricks should be a minimum of 17.5 N/mm2 . The water absorption should not be more than 10 per cent.
( f ) Acid Resistant Bricks
These bricks are used for floorings likely to be subjected to acid attacks, lining of chambers in chemical plants, lining of sewers carrying industrial wastes etc. They are made of clay or shale of suitable composition with low lime and iron content, flint or sand and vitrified at high temperature in a ceramic kiln.
Expanding the little information, let’s see the properties of bricks.
Properties of Bricks
(i) Colour
Colour should be uniform and bright.
(ii) Shape
Bricks should have plane faces. They should have sharp and true right angled corners.
(iii) Size
Bricks should be of standard sizes as prescribed by codes.
(iv) Texture
They should possess fine, dense and uniform texture. They should not possess fissures, cavities, loose grit and unburnt lime.
(v) Soundness
When struck with hammer or with another brick, it should produce metallic sound.
(vi) Hardness
Finger scratching should not produce any impression on the brick.
(vii) Strength
Crushing strength of brick should not be less than 3.5 N/mm2. A field test for strength is that when dropped from a height of 0.9 m to 1.0 mm on a hard ground, the brick should not break into pieces.
(viii) Water Absorption
After immercing the brick in water for 24 hours, water absorption should not be more than 20 per cent by weight. For class-I works this limit is 15 per cent.
(ix) Efflorescence
Bricks should not show white patches when soaked in water for 24 hours and then allowed to dry in shade. White patches are due to the presence of sulphate of calcium, magnesium and potassium. They keep the masonry permanently in damp and wet conditions.
(x) Thermal Conductivity
Bricks should have low thermal conductivity, so that buildings built with them are cool in summer and warm in winter.
So, like you tested the stones to know whether its suitable for the work you intended, why not sneak into the tests on bricks?
Tests on Bricks
(i) Crushing strength
(ii) Absorption
(iii) Shape and size and
(iv) Efflorescence
Going on, let’s see the main uses of bricks below.
Uses of Bricks
(i) As building blocks.
(ii) For lining of ovens, furnaces and chimneys.
(iii) For protecting steel columns from fire.
(iv) As aggregates in providing water proofing to R.C.C. roofs.
(v) For pavers for footpaths and cycle tracks.
(vi) For lining sewer lines.
How was your time with bricks?
Alright. We are good to meet the last one now.
3. Lime- Introducing third building material
It is one of the oldest binding materials used in building construction. When it is mixed with sand it provides lime mortar and when mixed with sand and coarse aggregate, it forms lime concrete.
The major types of lime are,
Fat lime
Hydraulic lime
Poor lime
And important tests on limestones are,
Tests on Limestones
(i) Physical tests
(ii) Heat test
(iii) Chemical test
(iv) Ball test
Last, but not the least,
Uses of lime are,
(i) For white washing.
(ii) For making mortar for masonry works and plastering.
(iii) To produce lime sand bricks.
(iv) For soil stabilization.
(v) As a refractory material for lining open hearth furnaces.
Cement is considered as the most significant substance used in construction which acts as a binder which can adheres the materials together. Cement is a hydraulic binder when mixed with water and sand transforms into mortar and when mixed with water and aggregates converts to concrete which can be used for a number of applications. As per World cement association concrete comes second only to water as the most used resource. China is the largest producer of cement with 53% and India follows with 8% with this production likely to be doubled in next ten years.
The basic raw materials used for cement manufacturing is lime stone or chalk and shale or clay. Cement clinkerisation plants are normally located near the raw materials areas and most of the the times the plants are equipped with conveyors which can directly feed the raw materials from the mines
Based on the technic adopted for mixing raw materials the manufacturing process is divided into wet process and dry process. Wet process is normally used now a days. But dry process is also gaining popularity due to their energy efficiency and when the ingredients are hard.
WET PROCESS OF CEMENT MANUFACTURING
The wet process of cement manufacturing is divided into a number of stages
a) Raw material extraction
b) Grinding
c) Proportioning and mixing and preparing composition based on the raw material purity.
e) Preheating the composition
f) Burning the composition in a kiln to form clinkers
g) Clinker cooling with gypsum addition and grounding to fine powder.
h) Storing in silos and packing and loading for conveying.
The raw materials needed for cement manufacturing are
a) CALCAREOUS (i.e. chalk consists of limestone.) b) ARGILLACEOUS (i.e. clay consists of silicates of alumina.)
a) RAW MATERIAL EXTRACTION
Major raw material involved in the cement manufacturing process is limestone. Cement manufacturing plants are located near the limestone sources for easy access to the raw materials or else it turnout to be expensive to transport the materials from outside. The next major ingredient is clay which have to be located around 25-30 km within the plant premises to minimise the cost incurred in transportation.
Lime stone obtained from open cast mines are transported and feeded to a limestone crusher and clay is placed in a clay crushers. Other raw material like sand which controls the kiln temperature and iron ore etc can be transported or supplied from outside sources.
b) RAW MATERIAL GRINDING
The raw materials calcareous (lime) extracted are crushed to make a size of 6 inch and further crushed to make it 3 inch in secondary crushers. The argillaceous materials (clay) are washed to remove the organic contents and stored in basins and limestone is stored in silos.
c) PROPORTIONING MIXING AND PREPARATION OF COMPOSITION
The washed Clay and crushed lime stone are conveyed and mixed in desired proportion and further grinded in a wet grinding mill where both the materials are closely mixed in the presence of water to form a slurry .The slurry is stored in storage tanks where minor corrections in the compositions are carried out. The slurry which constitutes around 35-40% water is constantly kept in agitation to prevent the settling of limestone and clay.
The preheaters are used to heat the raw mix and drive off carbon dioxide and water before it is fed into the kiln.The raw meal passes down the preheater tower while hot gases rise up, heating the raw meal. At the entry point of kiln the raw meal largely decarbonates .
e) BURNING OF COMPOSITION IN KILNS
The decarbonated slurry is fed directly to an inclined steel cylinder which is called rotary kiln .In the rotary kiln through a series of reactions clinker is produced. The kiln is made of a steel casing lined with refractory bricks which have to withstand the reactions happening inside the kiln. The kiln is divided into three zones depending on the process happening in each zone and the temperature at each zone. The kiln is heated from the bottom using coal, oil or gases.
In the first zone water and moisture from the decarbonated slurry is evaporated at a temperature of 400C and the process is known as drying zone.
In the second part which is the calcination zone temperature is around 1000 degree and carbon dioxide is removed and is immediately converted into flakes after loosing the moisture. These flakes or modules are taken into the third stage with the help of rotary movement of the kiln.
In the third stage which is called the burning zone or clinkering zone and the temperature their will be around 1300-1500 degree . In this zone the lime and clay reacts to produce calcium aluminates and calcium silicates. Immediately on entering the burning zone aluminates and calcium silicates get fused and the modules are converted into a dark greenish balls and is called clinker. The size of the clinker ranges from 5 mm to 20 mm. These are the chemical reactions happening in the kiln.
F) CLINKER COOLING WITH GYPSUM ADDITION AND GROUNDING TO FINE POWDER
The cooled clinkers are finally grinded in ball mills. At this stage gypsum(2-4%) is added which functions to reduce the setting time of cement. The grinded powder is take to the cement silos for storage. The particle distribution is also done in a graded manner. The stored grinded powder is taken to the packing plant and packed for distribution
ALSO READ : DRY PROCESS OF MANUFACTURING OF CEMENT
ALSO READ : DIFFERENCE BETWEEN DRY PROCESS AND WET PROCESS OF MANUFACTURING.
Fusion bonded epoxy coating is also known as F B E coating and F B E powder coating. F B E coating is a thermosetting polymer powder coating used for protecting reinforcement steel used for concrete works in coastal areas. F B E coating acting as a barrier in preventing oxygen, chlorides, and other corrosion elements from reaching the surface of steel thereby prevents corrosion. The composition is based on a specially selected range of Epoxy resins and hardeners.
The effectiveness of a corrosion controlcoating mainly depends on the ability to perform long term and essential that it should stay bonded to the substrate during the entire life span of the structure.
ADVANTAGES OF FUSION BONDED EPOXY SYSTEM
The coating poses a strong adhesion to the coated surface. The coating has tremendous chemical and mechanical resistance in all climatic conditions and poses high mechanical impact strength.
PERFORMANCE PROPERTIES OF FUSION BONDED EPOXY
a) F B E poses low permeability to water vapour and gas pressure.
b) F B E is abrasion-resistant and can be handled and conveyed without damage.
c) F B E protected steel poses strong resistance to corrosive soil, saltwater, microorganisms, etc
d) Have an ageing resistance against heat and have very good dielectric properties.
Advertisements
The application process of Fusion bonded Epoxy is different from the conventional method of epoxy applications.
APPLICATION PROCESS OF FUSION BONDED EPOXY ON REBAR
Resin and hardener in powder form are applied over the steel and heated to a particular temperature. A thin continuous film is formed fusing the powder and this process is FUSION BONDING.
This process is not irreversible. Once the process is complete it cannot be returned to its original form anymore.
There are four application methods used for fusion-bonded coatings. They are fluidized bed process, electrostatic bed process, electrostatic spray process, and plasma spray process. The electrostatic spray process is the most commonly used process of applying powders.
ELECTROSTATIC SPRAY PROCESS- METHODOLOGY OF APPLICATION
a) SURFACE PREPARATION
Surface preparation is the most important activity which is required to bond a coating to the rebar surface. Shot blast cleaning is the best & effective method that can remove mill contaminants, mill scale, rust, etc, and make the surface rough. Shot blast cleaning provides an anchor of 40 -100 milli micron depth on the steel surface and increases the effective surface area of steel. The rebar are blast cleaned to a near white metal finish as per Swedish standards. In the blast cleaning process, a blast wheel uses a centrifugal to propel the abrasive (grits used for blasting) in a controlled direction speed and quantity. Normally two blast wheels are provided at the top and 2 at the bottom of the cabinet over the top and bottom of the rebar pass line. The location of the blast wheel shall be in an angle where the total area of steel shall be covered.
b) PRE -HEATING
Heating can be done in various methods, but induction heating is the commonly used method for preheating. Induction heating is the process of heating metal by electromagnetic induction and developing eddy currents. Eddy currents generated within the metal and resistance induces Joule heating of the metal. For preheating using induction heating, the steel is passed through a high-frequency AC magnetic field which heats steels to the temperature required for the Fusion Bonded Epoxy application. The typical application temperature ranges between 225 degrees to 250 degrees.
c) FUSION BONDED EPOXY COATING
The heated rebar is passed through a powder spray booth where the dry epoxy powder is sprayed through several spray nozzles. Immediately when powder leaves the spray gun, an electrical charge is imparted to the particles. These electrically charged particles are attracted to the grounded steel surface providing even coating coverage. When the dry powder hits the hot steel, it melts and flows into the anchor profile (i. e., the microscopic peaks and the valleys on the surface) and covers the ribs and deformations of the rebar making good bondage with steel.
The heat also initiates a chemical reaction that causes the powder molecules to form complex cross-linked polymers that give the material its beneficial properties. Coating thickness in the range of 50 to 150 micrometers is usually obtained, even though lower or higher thickness ranges might be specified, depending on service conditions.
The molten powder is converted to a solid coating, once the ‘gel time’ is over, which occurs within a few seconds after the coating application. The resin part of the coating when subjected to heat undergoes a process known as cross-linking. This process is known as ‘curing’ in hot conditions. Complete curing is achieved either by the residual heat on the steel or by the help of additional heating sources. Full curing can be achieved in a minute or two depending upon the coating system used.
d) WATER QUENCHING
The coated steel after hot curing is passed through a water tunnel and subjected to water spray for cooling the bars.
e) INSPECTION AND TESTING
FBE coated reinforcement bars are tested as per the relevant standard (IS 13620 – 1993). Checks for thickness are also carried out. All batches are laboratory tested for chemical resistance, short spray, resistance in continuous boiling water, abrasion resistance and impact resistance, etc. Any weak patches observed shall be marked and touched up before loading in a rack area. They are bundled in the rack area for transporting to destinations.
DISADVANTAGES OF FUSION BONDED EPOXY.
Fusion bonded epoxy coatings can affect the bond strength between coated rebars and concrete. Apart from that, the coating process is factory based and the rebar has to be handled and transported to the destinations. These double handlings may damage the coatings. So handling of bars has to be done with utmost care to minimize damage to the coatings. The performance of the FBE coated rebars is dependent on the coating quality. Patching the defective areas may not be as effective as factory coating and this may act as a corrosion initiator in the later stage because due to the lack of cathodic protection systems.
Corrosion cells accumulate in the damaged area of the reinforcement bars leads to the delamination of the epoxy coating followed by rusting.
FBE coated reinforcement bars undergo degradation on long term exposure to sunlight. FBE coated reinforcement bars shows generally poor alkali resistance.