Cement is considered as the most significant substance used in construction which acts as a binder which can adheres the materials together. Cement is a hydraulic binder when mixed with water and sand transforms into mortar and when mixed with water and aggregates converts to concrete which can be used for a number of applications. As per World cement association concrete comes second only to water as the most used resource. China is the largest producer of cement with 53% and India follows with 8% with this production likely to be doubled in next ten years.
The basic raw materials used for cement manufacturing is lime stone or chalk and shale or clay. Cement clinkerisation plants are normally located near the raw materials areas and most of the the times the plants are equipped with conveyors which can directly feed the raw materials from the mines
Based on the technic adopted for mixing raw materials the manufacturing process is divided into wet process and dry process. Wet process is normally used now a days. But dry process is also gaining popularity due to their energy efficiency and when the ingredients are hard.
WET PROCESS OF CEMENT MANUFACTURING
The wet process of cement manufacturing is divided into a number of stages
a) Raw material extraction
b) Grinding
c) Proportioning and mixing and preparing composition based on the raw material purity.
e) Preheating the composition
f) Burning the composition in a kiln to form clinkers
g) Clinker cooling with gypsum addition and grounding to fine powder.
h) Storing in silos and packing and loading for conveying.
The raw materials needed for cement manufacturing are
a) CALCAREOUS (i.e. chalk consists of limestone.) b) ARGILLACEOUS (i.e. clay consists of silicates of alumina.)
a) RAW MATERIAL EXTRACTION
Major raw material involved in the cement manufacturing process is limestone. Cement manufacturing plants are located near the limestone sources for easy access to the raw materials or else it turnout to be expensive to transport the materials from outside. The next major ingredient is clay which have to be located around 25-30 km within the plant premises to minimise the cost incurred in transportation.
Lime stone obtained from open cast mines are transported and feeded to a limestone crusher and clay is placed in a clay crushers. Other raw material like sand which controls the kiln temperature and iron ore etc can be transported or supplied from outside sources.
b) RAW MATERIAL GRINDING
The raw materials calcareous (lime) extracted are crushed to make a size of 6 inch and further crushed to make it 3 inch in secondary crushers. The argillaceous materials (clay) are washed to remove the organic contents and stored in basins and limestone is stored in silos.
c) PROPORTIONING MIXING AND PREPARATION OF COMPOSITION
The washed Clay and crushed lime stone are conveyed and mixed in desired proportion and further grinded in a wet grinding mill where both the materials are closely mixed in the presence of water to form a slurry .The slurry is stored in storage tanks where minor corrections in the compositions are carried out. The slurry which constitutes around 35-40% water is constantly kept in agitation to prevent the settling of limestone and clay.
The preheaters are used to heat the raw mix and drive off carbon dioxide and water before it is fed into the kiln.The raw meal passes down the preheater tower while hot gases rise up, heating the raw meal. At the entry point of kiln the raw meal largely decarbonates .
e) BURNING OF COMPOSITION IN KILNS
The decarbonated slurry is fed directly to an inclined steel cylinder which is called rotary kiln .In the rotary kiln through a series of reactions clinker is produced. The kiln is made of a steel casing lined with refractory bricks which have to withstand the reactions happening inside the kiln. The kiln is divided into three zones depending on the process happening in each zone and the temperature at each zone. The kiln is heated from the bottom using coal, oil or gases.
In the first zone water and moisture from the decarbonated slurry is evaporated at a temperature of 400C and the process is known as drying zone.
In the second part which is the calcination zone temperature is around 1000 degree and carbon dioxide is removed and is immediately converted into flakes after loosing the moisture. These flakes or modules are taken into the third stage with the help of rotary movement of the kiln.
In the third stage which is called the burning zone or clinkering zone and the temperature their will be around 1300-1500 degree . In this zone the lime and clay reacts to produce calcium aluminates and calcium silicates. Immediately on entering the burning zone aluminates and calcium silicates get fused and the modules are converted into a dark greenish balls and is called clinker. The size of the clinker ranges from 5 mm to 20 mm. These are the chemical reactions happening in the kiln.
F) CLINKER COOLING WITH GYPSUM ADDITION AND GROUNDING TO FINE POWDER
The cooled clinkers are finally grinded in ball mills. At this stage gypsum(2-4%) is added which functions to reduce the setting time of cement. The grinded powder is take to the cement silos for storage. The particle distribution is also done in a graded manner. The stored grinded powder is taken to the packing plant and packed for distribution
ALSO READ : DRY PROCESS OF MANUFACTURING OF CEMENT
ALSO READ : DIFFERENCE BETWEEN DRY PROCESS AND WET PROCESS OF MANUFACTURING.
<p class="has-text-align-justify" style="font-size:18px" value="<amp-fit-text layout="fixed-height" min-font-size="6" max-font-size="72" height="80">When you look from outside a house is a building of brick and cement but from inside it is a soul's dream. For affording a house an individual is ready to spend his hard-earned money without a second thought. The increase in housing demand is exhausting the raw materials/sources and keeping the dream of affording a house, to be more of a dream rather than a reality.When you look from outside a house is a building of brick and cement but from inside it is a soul’s dream. For affording a house an individual is ready to spend his hard-earned money without a second thought. The increase in housing demand is exhausting the raw materials/sources and keeping the dream of affording a house, to be more of a dream rather than a reality.
In the urban sector, there is a huge requirement of affordable housing as people migrate and make their settlements for their jobs.
While chasing the dream of affording a house, everyone thinks of innovative, highly efficient, and cost-effective sustainable options. This search terminates in GFRG ( Glass Fibre reinforced gypsum ) which addresses all these concerns and presents us with one of the most affordable walling and roofing system which have the qualities of a perfect innovation. GFRG privileges in using a superior and sustainable material that can reduce the overall cost by 40% and ensure a speedy construction when implemented professionally.
CONCEPT OF GFRG
GFRG PANEL VIDEO
GFRG is an innovative Australian technology gaining footage in the construction sector. The conventional system of using country burnt bricks is creating massive environmental degradation like excessive removal of topsoil and converting the fields into barren lands. In an initiative to protect the environment, the authorities are forced to restrict the manufacturing of red bricks which in turn increased the cost of bricks drastically. This method is used in China, the middle east, India, etc, and is one of the most trending building materials. GFRG panels are also called rapid wall system.
FRG PANELS
The concept of the rapid wall system can eliminate the most time-consuming construction activities like brickwork, shuttering, casting, removal of RCC slabs, plastering, curing, etc. These activities generate a lot of debris lead to environmental degradation to some extent. Rapid walls in turn are fast and easy, consume less time, and creates negligible wastage. The construction time is reduced to 20-25% and painting can be applied to the wall directly after the application of special primers and putty.
MANUFACTURING PROCESS OF GFRG
MANUFACTURING STAGES
GFRG is a calcined gypsum plaster spread with glass fibre reinforcement for imparting tensile strength. Raw gypsum an industrial waste from the fertilizer plants is heated at a temperature of 140-150 degrees centigrade and is stored in tanks for later use. The slurry is mixed with water and other chemicals (retarders and water repellents ) and spread over a table and is interspersed with glass fibres. Aluminum plugs are used for creating hollow cavities. The glass fibres are added to induce tensile strength to the panels. Aluminum plugs are removed in around 30 minutes and panels are dried to a temperature of around 275 degrees for 1 hr before being cut to the required size. The transporting shall be done by keeping the panels vertical in stillages.
DIMENSIONS AND PROPERTIES
TYPICAL MODULAR HOLES
The panel sizes are 12 mtr x 3 mtr and have a thickness of 124 mm. These panels are used for walls as well as roofs and applications like staircases, boundary walls, etc. These panels are factory cut as per the design requirements. Cutouts for doors and window openings, air conditioners, etc are done in the factory before conveying to the site.
TYPICAL PANEL
Each panel constitutes 48 modular holes of 230 mm x 94 mm x 3000 mm dimension. The weight of one panel is around 1440 kg. The load-bearing capacity of the panels can be increased by using concrete infills embedded with rebar.
APPLICATION OF GFRG PANELS
The applications of GFRG panels are as follows: GFRG panels are used as lightweight load-bearing walling & roofing in single-storeyed and multi-storeyed buildings. The panel can be used with or without filling the core with concrete. The core can also be filled with nonstructural materials like sand, sawdust, quarry dust, etc.
When used in a multi-storeyed building the panel core is filled with concrete and embedded rebar as per the design to resist the lateral as well as gravity loads..
ERECTED PANELS
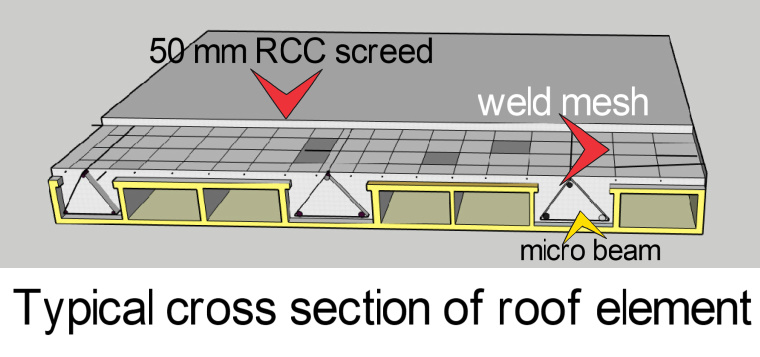
GFRG panels can be used as intermediate flooring and roofing elements for flat as well as the sloped roof. This will function as a composite member with RCC Microbeams and slabs making it a T beam structure.
GFRG can also be used in sunshades , facades , boundary walls etc.
Rapid wall buildings are resistant to earthquakes, cyclones, and fire. The panels are fixed on the foundation with a unique locking system . GFRG panels do not require any plastering on the internal and external sides of the wall and roof.
The foundation can be decided as per the site conditions. It can either be a spread footing, continuous footing, column footing structure, or rubble masonry /brick masonry with a plinth beam where the panels can rest. The plinth beam shall be embedded with reinforcement steel 12 mm dia 75 mm protruding over the beams.
GFRG PANEL ERECTION GOING ON
b) DIMENSIONING OF PANELS
The panels are cut into required sizes as per the drawings. The cut-outs for door, window, and Air conditioner, etc shall be factory cut. Panels are marked and conveyed in stillages from the factory to the concerned sites.
b)ERECTION OF PANELS FOR WALLING
The GFRG walls are designed to resist axial force from gravity loads, lateral in-plane shear force, and in-plane bending moment from wind and seismic loads. The cavities inside the GFRG panels are filled with concrete, to enhance the compressive strength of the panels and reinforced to enhance lateral load-bearing capacity. This option is essential for multi-storied buildings.
The unloaded panels have to be erected using a crane with the requisite boom length. The panels are lifted and placed over the plinth beam with the protruded rebar going inside the infills and concrete is filled from the top after plumbing it. Door and window frames can be fixed at this stage for better stability with anchorages in the infills properly filled with concrete. Sunshades over windows and door openings to be provided with conventional shuttering by cutting the external part of the rapid wall.
WALL ANGLE JOINT AND WALL T- JOINT
The wall corners and T junctions has to be provided with the rebar as shown in the figure. The concrete shall be done with 12 mm aggregate and filled in a layers of 1 mtr height.
RCC tie beam running on the full length of the wall has to be provided as per national building code for protection against earth quake. The web of the infills are removed upto the beam depth for this purpose and reinforcement shall be placed and casted
For up to 3 storeyed high low rise GFRG buildings there is no need to infill all cavities with reinforced concrete. We recommend concrete infill for every third cavity
FIXING ROOF PANEL
After casting of tie beam shuttering for fixing roof panels shall be done with 1 foot width wooden planks or any acrow spans . Support shall be provide in areas where the micro beams are coming. The panels are lifted and placed over the supports and care should be taken to maintain a gap of 40 mm. These gaps are provided to take up the rods from the floor below to maintain continuity. For providing mirco beams the flanges are cut with 25 mm offset as shown in the figure. Weld mesh is placed over the rapid panels and casted for 50 mm thick . The micro beam and the weld mesh slab provides a T beam action
The panels of the first floor are provided in the same way as done in the ground floor over the plinth beams. The internal of the rooms are applied with putty and painted . Electrical conduit has to be done through the cavities Plumbing fixtures shall be provided as per design .
WHY GFRG CAN BE PREFERRED OVER CONVENTIONAL WALLING AND ROOFING SYSTEMS
The panels possess high flexural strength, shearing strength, compressive strength etc. It is an approved and accepted construction material by the Building Material and Technology Promotion Council of India (BMTPCI).Concrete filled with vertical reinforcement rods improves it’s vertical and lateral load capacities and improves the earth quake resistant properties.
a) THERMAL CONDUCTIVITY
Rapid walls posses very low thermal conductivity and high resistance to heat. GFRG panels can make the indoors cooler by 6-7% than conventional buildings.The high resistance to heat can keep interiors cooler in summer and warmer in winter which in turn can drastically reduces the air conditioning loads and energy bills.
b) GREEN TECHNOLOGY
The manufacturing process involves using very advanced and green technology in recycling the raw materials. This process consumes less energy and reduces carbon emission making GFRG an environmental friendly material.
c) COST EFFECTIVE AND AFFORDABLE
As the demand increased there was a drastic increase in the in cost of labour, energy, bricks, cement, river sand, water, labour and hire charges for scaffolding etc. . The introduction of rapid walls which is much cheaper construction material and has the potential to reduce the cost drastically and can make the housing an affordable one for all .
d) FAST CONSTRUCTION
The construction speed can be drastically increased by elimination of time consuming brick work, shuttering, concrete, deshuttering , plastering etc. The time taken for construction will will be reduced to 25%. A conventional G+1 house with takes 6-8 months for completion and with GFRG the same shall be constructed in a span of 2-2.5 months.
e) FIRE RESISTANT, WATER RESISTANT, EARTHQUAKE AND TERMITE RESISTANCE
ROOF ERECTION GOING ON
GFRG panels are fire resistant, water resistant, earth quake resistant, heat resistant , rodent and termite resistant which can be used for any type of atmosphere. GFRG panels can resist upto 1000 degree and have a fire rating of 140 minutes
f) STRENGTH,DURABILITY & SERVICEABILITY
Strength and durability of GFRG is not behind any other building material but in turn is is more superior to them . This makes GFRG houses much stronger than conventional houses and have a life of more than 100 years.
g) INCREASE IN CARPET AREA
As we are using 124 mm walls in place of conventional 230 mm walls there is an increase in the carpet area which amount to about 4% of the overall area.
h) USAGE OF INDUSTRIAL WASTE AND ELIMINATE SITE DERBIES
GFRG Technology uses fertiliser industry waste which is abundantly available .The system is very easy to erect and can be done effectively and fast with the help of experienced people. It can eliminate lot of wastages accumulating at site.
i) OPTIONS AVAILABLE FOR USING GFRG
GFRG panels can be used without filling for single storied houses . For G+1 houses and above it is safer to fill concrete in one out of three cavities with embedded rebar . Multi storied houses can be constructed upto 10 floors as load bearing walls. For multi storied building we can even go with a conventional beam column structure with slabs and walls of GFRG . The system has to be designed accordingly.
GFRG panels can be utilised for the construction of staircase waist slabs. All the top flanges of panels shall be cut open and concreted with reinforcement. Steps for the stair can be done with any building material.
The panels have to be handled with extreme care and specific machinery is needed for their erection. Spaces have to be allocated for crane movement all around the building.
The panels cant be used for walls with circular or higher curvature.
The panels need to be neatly stacked in order to avoid breakage and scratches.
The clear span is limited to 5m in the case of residential buildings.
A specially skilled team is required for erection and supervision. The panels are cut as per requirement and transported to the site and hence onsite changes are difficult.
Selecting the materials for the false ceiling is one of the tricky tasks everyone should be facing while thinking of a new construction or renovating an old one. The materials for false ceilings should be durable and be in line with the requirements of application areas.
An artificial ceiling below the main roof of a room or a building is known as a false ceiling. False ceilings are second layer roofs, hanging from the main roof on suspended hanger supports. False ceilings provide an attractive and aesthetically pleasing look on the roofs. This article is about the top 7 trending materials for false ceilings.
Improves the aesthetic appearance of the interiors.
Reduces room height proportionally and makes space feel more compact and pleasant.
Acts as heat insulators and thereby reduces air conditioning load. The air gap between the ceiling and roof behaves like a nonconducting medium and minimises the heat and cold transmission. This reduces the air conditioning loads and energy bills.
A false ceiling hides the air condition ducts, fire sprinkler lines, and wiring for concealed light systems. It also conceals other security systems. This setup gives an excellent look to the ceilings.
Helps accommodating additional ceiling lights. Ceiling lights in the right places enhance ambient lighting inside the room considerably.
Acts as an acoustic insulator and a noise reduction medium (mainly uses in auditoriums and movie halls).
False ceiling materials are mostly fire-rated and provide fire protection.
Materials for False ceiling
POP or Plaster of Paris false ceiling
Gypsum False ceiling
Metal False ceiling
Wooden False ceiling
Mineral fibre board false ceiling
PVC false ceiling
Open grid False ceiling
POP of Plaster of Paris False ceiling
Plaster of Paris (POP) is the most popular and economical choice of material for false ceiling works. It is preferred in residential, commercial, and industrial sectors. Plaster of Paris is a white powder obtained by calcinating gypsum. ie. heating at a high temperature to remove the water content.
Steel grids are suspended from the roof and is covered with chicken wire mesh. POP is mixed with water to form a paste. The POP paste is applied over the chicken mesh in layers, leveled, and finished.
POP or Plaster of Paris False ceiling
POP is a very flexible, durable, and readily available material for false ceilings. It is moulded to any shape, design, and pattern. POP false ceilings are very cheap, elegant, and maintenance-free when compared to other false ceiling materials.
The main disadvantage with POP is the time taken to finish the work. It also creates an enormous amount of wastage. Housekeeping expenses will be high. Plaster of Paris could not match the factory-made superfine surface of gypsum boards. POP is vulnerable to water and moisture and should be avoided for areas prone to water and moisture.
Gypsum board false ceiling
Gypsum board is a premier and widely used surface layer material for interior works. It includes wall, ceiling, and partition systems in residential, institutional, and commercial buildings. The gypsum panel has a non-combustible gypsum core. It is covered by a firmly bonded specialised paper on the surface and long edges. These panels are fixed on steel frames hanging from the ceiling. The joints between Gypsum boards are sealed with tapes, thereby giving a seamless and elegant look to the ceiling. Apart from providing a very elegant look, they offer fire resistance and sound control. They are economical, versatile, durable, and very easy to install.
Gypsum board false ceiling
Metal False ceiling (Tile and plant type)
A false ceiling that uses metals either in the form of GALVANISED IRON, STEEL OR ALUMINIUM is called a metal false ceiling. Metal false ceilings are hard, durable and very easy to install. The ceilings are plank type (linear pattern) or grid type. Metal false ceiling tiles are easy to remove and refix after maintenance. They are economical, Maintenance-free and got high self-life when compared to other false ceiling materials.
Metal false ceilings tiles use suspended systems capable of fixing panel and grid tiles.
Wooden false ceilings are versatile, classic materials having a variety of natural patterns and textures. They are easy to work with and is installed using screws. Block boards with veneer surfacing are used for wooden false ceiling panels. Wooden false ceiling is expensive because of its high material cost and higher maintenance cost. They are used in full areas or used as a highlighter. A wooden false ceiling is durable but is vulnerable to termite attacks and moisture.
Wooden False ceiling
PVC False Ceiling
PVC or Polyvinyl chloride ceiling is a popular and easy false ceiling option available for residential and commercial areas. PVC false ceiling consists of strong, lightweight, factory-manufactured panels with a hollow core and shiny surface. Polyvinyl chloride false ceilings are strong, seamless finish and come with various designs, colours, sizes and lengths. They are very effective in resisting moisture and water. They are used for bathrooms, balconies, and other areas prone to moisture.
PVC false ceilings are reusable and durable materials that do not require any painting or polishing. They are available in pre-laminated shades and do not split, crack, wrap or rot.
Mineral Fibre Board
Mineral fibre board panels are manufactured using naturally occurring resources to recycled and processed materials. Mineral fibreboard possess excellent acoustic performance and fire resistance properties. Mineral fibre board false ceiling got a suspended T- Grid Support system like metal false ceilings. They are lightweight and easy to install the environmentally friendly product. The main disadvantage with mineral fibre is that they are brittle and breaks frequently. Mineral fibre boards are vulnerable to water and moisture and painting is not possible over the surface.
Mineral Fibre Board False ceiling
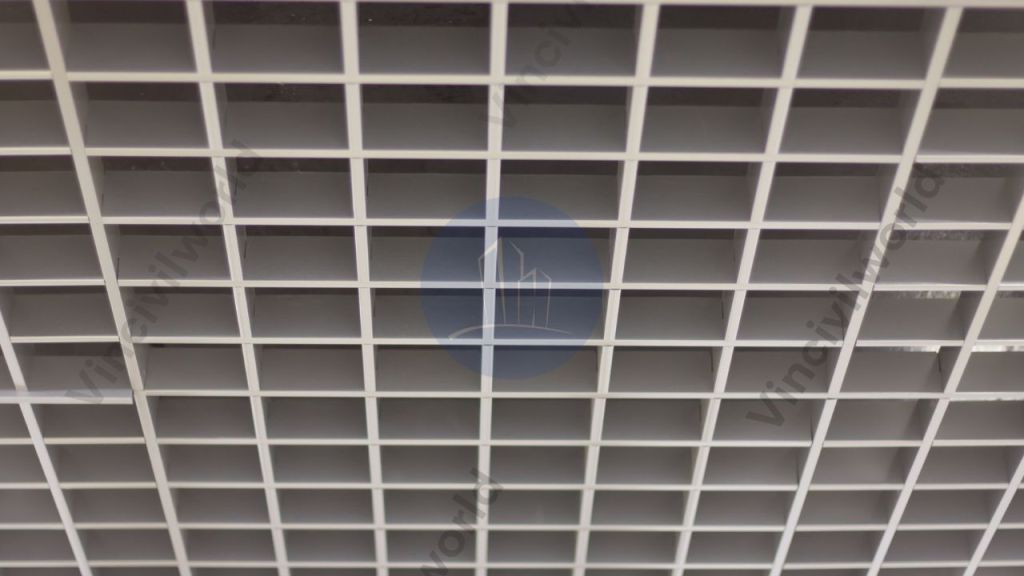
Open Grid False ceilings
Open Cell Ceiling systems comprise a series of open-cell modules designed to lay onto a suspension grid. Open cell ceilings are especially useful for buildings areas lower ceilings without actually changing the roof height. The tiles are integrated with metal ceiling support systems and plasterboard ceilings. Open cell ceilings are pleasant and can create a visually pleasing look to the room. Open grid metal ceilings are suitable for the leisure industry, schools, offices, and corporate buildings as well as public spaces.
Disadvantages of false ceiling
False ceiling reduces the height of the rooms. Hence installation of fans may not be possible.
Chances of fittings falling from the ceiling.
Ceilings may sag and de- colourise in course of time and to be replaced.
Rodents and pests can easily enter the ceiling.
False ceiling system may fall due to weak supports.
Installation method of all false ceilings
Checks for brickwork
The room’s walls should be perpendicular to each other. Diagonals to be checked to ensure 90 degrees of the walls.
Plastering and painting
Plastering to be done for a height of 150 mm above the false ceiling.
The main ceiling and area above the false ceiling are to be rendered.
A basic coat of primer to be applied before starting ceiling works.
Cabling /wiring relating to all concealed systems like Ceiling lights, Air condition system, Fire alarm and sprinklers, security cameras has to be completed.
Under deck insulation, if any to be done before doing the ceiling.
The ducts for supply and return air for the air condition system are to be completed and insulated before starting ceiling works.
Fixing of False ceiling
The ceiling level has to be marked all around the room using marking fluids Edge angle / Wall angle shall be fixed in line with the marking .
Appropriate hangers (steel wires/steel angles ) in line with the ceiling system shall be fixed to the ceiling using anchor fasteners, likewise the hangers may be used as per the ceiling type and manufacturer. Main grids shall be hanged from the hangers and end of the main grids however should rest on the wall angle. Intermediate tees/ sections are fixed on the main grid for facilitating ceiling boards or tiles fixing.
Cut outs for fixtures
Cut outs required for fixtures shall be done on the board as per drawings, however provision of additional members around the openings to ensure the hold of ceiling fittings.
Precautions For False ceiling works
Check with the services drawings to ensure completion of concealed wiring works before starting ceiling works.
Provide strong hangers well enough to handle the false ceiling load.
The centre portion of the ceiling should be kept little bit higher than the external portion to counter the sagging.
Light layouts and marking for cut outs should be marked and checked before cutting
Extra members if required shall be provided in case of cutting of any member coming in line with the fixtures.
All openings made for cable entry and ducting have to be properly sealed before doing ceiling to restrict pests and rodents from entering the area.
Fusion bonded epoxy coating is also known as F B E coating and F B E powder coating. F B E coating is a thermosetting polymer powder coating used for protecting reinforcement steel used for concrete works in coastal areas. F B E coating acting as a barrier in preventing oxygen, chlorides, and other corrosion elements from reaching the surface of steel thereby prevents corrosion. The composition is based on a specially selected range of Epoxy resins and hardeners.
The effectiveness of a corrosion controlcoating mainly depends on the ability to perform long term and essential that it should stay bonded to the substrate during the entire life span of the structure.
ADVANTAGES OF FUSION BONDED EPOXY SYSTEM
The coating poses a strong adhesion to the coated surface. The coating has tremendous chemical and mechanical resistance in all climatic conditions and poses high mechanical impact strength.
PERFORMANCE PROPERTIES OF FUSION BONDED EPOXY
a) F B E poses low permeability to water vapour and gas pressure.
b) F B E is abrasion-resistant and can be handled and conveyed without damage.
c) F B E protected steel poses strong resistance to corrosive soil, saltwater, microorganisms, etc
d) Have an ageing resistance against heat and have very good dielectric properties.
Advertisements
The application process of Fusion bonded Epoxy is different from the conventional method of epoxy applications.
APPLICATION PROCESS OF FUSION BONDED EPOXY ON REBAR
Resin and hardener in powder form are applied over the steel and heated to a particular temperature. A thin continuous film is formed fusing the powder and this process is FUSION BONDING.
This process is not irreversible. Once the process is complete it cannot be returned to its original form anymore.
There are four application methods used for fusion-bonded coatings. They are fluidized bed process, electrostatic bed process, electrostatic spray process, and plasma spray process. The electrostatic spray process is the most commonly used process of applying powders.
ELECTROSTATIC SPRAY PROCESS- METHODOLOGY OF APPLICATION
a) SURFACE PREPARATION
Surface preparation is the most important activity which is required to bond a coating to the rebar surface. Shot blast cleaning is the best & effective method that can remove mill contaminants, mill scale, rust, etc, and make the surface rough. Shot blast cleaning provides an anchor of 40 -100 milli micron depth on the steel surface and increases the effective surface area of steel. The rebar are blast cleaned to a near white metal finish as per Swedish standards. In the blast cleaning process, a blast wheel uses a centrifugal to propel the abrasive (grits used for blasting) in a controlled direction speed and quantity. Normally two blast wheels are provided at the top and 2 at the bottom of the cabinet over the top and bottom of the rebar pass line. The location of the blast wheel shall be in an angle where the total area of steel shall be covered.
b) PRE -HEATING
Heating can be done in various methods, but induction heating is the commonly used method for preheating. Induction heating is the process of heating metal by electromagnetic induction and developing eddy currents. Eddy currents generated within the metal and resistance induces Joule heating of the metal. For preheating using induction heating, the steel is passed through a high-frequency AC magnetic field which heats steels to the temperature required for the Fusion Bonded Epoxy application. The typical application temperature ranges between 225 degrees to 250 degrees.
c) FUSION BONDED EPOXY COATING
The heated rebar is passed through a powder spray booth where the dry epoxy powder is sprayed through several spray nozzles. Immediately when powder leaves the spray gun, an electrical charge is imparted to the particles. These electrically charged particles are attracted to the grounded steel surface providing even coating coverage. When the dry powder hits the hot steel, it melts and flows into the anchor profile (i. e., the microscopic peaks and the valleys on the surface) and covers the ribs and deformations of the rebar making good bondage with steel.
The heat also initiates a chemical reaction that causes the powder molecules to form complex cross-linked polymers that give the material its beneficial properties. Coating thickness in the range of 50 to 150 micrometers is usually obtained, even though lower or higher thickness ranges might be specified, depending on service conditions.
The molten powder is converted to a solid coating, once the ‘gel time’ is over, which occurs within a few seconds after the coating application. The resin part of the coating when subjected to heat undergoes a process known as cross-linking. This process is known as ‘curing’ in hot conditions. Complete curing is achieved either by the residual heat on the steel or by the help of additional heating sources. Full curing can be achieved in a minute or two depending upon the coating system used.
d) WATER QUENCHING
The coated steel after hot curing is passed through a water tunnel and subjected to water spray for cooling the bars.
e) INSPECTION AND TESTING
FBE coated reinforcement bars are tested as per the relevant standard (IS 13620 – 1993). Checks for thickness are also carried out. All batches are laboratory tested for chemical resistance, short spray, resistance in continuous boiling water, abrasion resistance and impact resistance, etc. Any weak patches observed shall be marked and touched up before loading in a rack area. They are bundled in the rack area for transporting to destinations.
DISADVANTAGES OF FUSION BONDED EPOXY.
Fusion bonded epoxy coatings can affect the bond strength between coated rebars and concrete. Apart from that, the coating process is factory based and the rebar has to be handled and transported to the destinations. These double handlings may damage the coatings. So handling of bars has to be done with utmost care to minimize damage to the coatings. The performance of the FBE coated rebars is dependent on the coating quality. Patching the defective areas may not be as effective as factory coating and this may act as a corrosion initiator in the later stage because due to the lack of cathodic protection systems.
Corrosion cells accumulate in the damaged area of the reinforcement bars leads to the delamination of the epoxy coating followed by rusting.
FBE coated reinforcement bars undergo degradation on long term exposure to sunlight. FBE coated reinforcement bars shows generally poor alkali resistance.
Epoxy is a system based on a combination of RESINS & HARDENERS. On mixing ,the resins and hardeners chemically react to form a homogeneous rigid plastic material. The final product has good adhesive properties to bond well irrespective of the surface where it is applied. Epoxy floors are very strong , abrasion resistant and inert and can resist heavy traffic . The reason for this, is that epoxy flooring proves to last many years, and offers a durable, smooth, easy to clean, water impermeable and high-performance floor surface that is able to resist heavy loads.That is why epoxy floor is used in industrial facilities , sports complex, hospitals ,commercial areas etc.
THE TYPES OF EPOXY FLOORING A ) SELF LEVELLING EPOXY
SELF LEVELLING EPOXY
Self-levelling epoxy is applied over new, old, cracked, or damaged concrete floors to create a smooth, durable, and a levelled texture on the surface of the floor. Self-levelling epoxy floors comes with different colours and it can be used in commercial, industrial, and residential spaces. Upon application the epoxy resin coating forms a smooth and level texture on the surface of the floor .The resin has a tendency to “self-level” unlike applying the coating with a roller. The self levelling epoxy shall be used as flooring and floor coatings.
EPOXY MORTAR FLOORS
This flooring option is the most stringent epoxy floor system available for use. This epoxy floor is made up of 100% solid epoxies and graded or quartz sand. Mortar systems are ideal for floors that has to be highly chemically-resistant and has to negotiate a great deal of impact. This epoxy mortar can also be used to repair cracks and level a pitted floor prior to the application of self levelling epoxy floorings.
QUARTZ FILLED EPOXY FLOORS
Quartz epoxy flooring is a combination of a high-performance epoxy polymer resin and stained quartz grains. Normally 150 micron to 2 mm quartz sand is used in this type of flooring. This epoxy is used for decorative spaces that require sanitary and slip-resistant properties.
ANTISTATIC EPOXY FLOORS (ESDFLOORS)
ANTI STATIC EPOXY FLOOR
This is also called ESD floorings (Electro static Dissipate). For taking care of static hazards anti-static epoxy floors are applied.This epoxy floor typically holds a conductive compound that accumulates static electricity that dissipates any potential discharge. An anti-static solution is a highly recommended epoxy floor for spaces that contain flammable materials. This type of flooring is commonly used in electronic, chemical, or pharmaceutical manufacturing facilities, healthcare facilities, or any spaces that use flammable gases or liquids that bring a risk of combustible dust buildup.
EPOXY FLAKE FLOORS
EPOXY FLAKE FLOORS
This type of epoxy floor contains colored flake materials that are inserted in the epoxy to create a vibrant, multi-hued look. The flakes not only offer a seamless look but also provides each surface with subtle grooves to reduce any slips and falls. Epoxy flake floors come in an infinite variety of sizes, colors, styles, and textures that is customizable for any space. and used in sports venues , showrooms etc.
A false ceiling that uses metals either in the form GALVANISED IRON, STEEL OR ALUMINIUM is called metal false ceiling. Metal false ceilings are hard and durable and very easy to install. The ceilings are plank type (linear pattern) or grid type. These ceiling tiles can be removed and refixed easily after maintenance .These ceilings are economical and maintenance is very low.The self life of the metal ceilings are high compared with other false ceilings. For more details about false ceiling material types, refer our earlier article ” Materials for false ceiling – Top 7 false ceiling materials.
WHAT ARE THE DIFFERENT TYPE OF METAL FALSE CEILINGS?
a) Metal ceiling lay in type
b) Metal ceiling clip in type
c) Metal ceiling plank type
d) Open cell type
c) linear pattern C shape, U shape, R shape panels, 150 F panels
d) customise ceiling panels.
e) plain & perforated patterns
The thickness of a metal false ceiling mostly ranges from 0.4 mm to 1 mm. Thickness more than 1 mm is also available . The metal false ceiling is available in GALVANISED IRON , ALUMINIUM & STEEL types and the surface coating shall powder coated type which is used in aluminium and coil coated type used in steel false ceilings. The tiles used for metal false ceiling shall be square type or plank type or perforated type.
Following are the commonly used types of metal false ceiling.
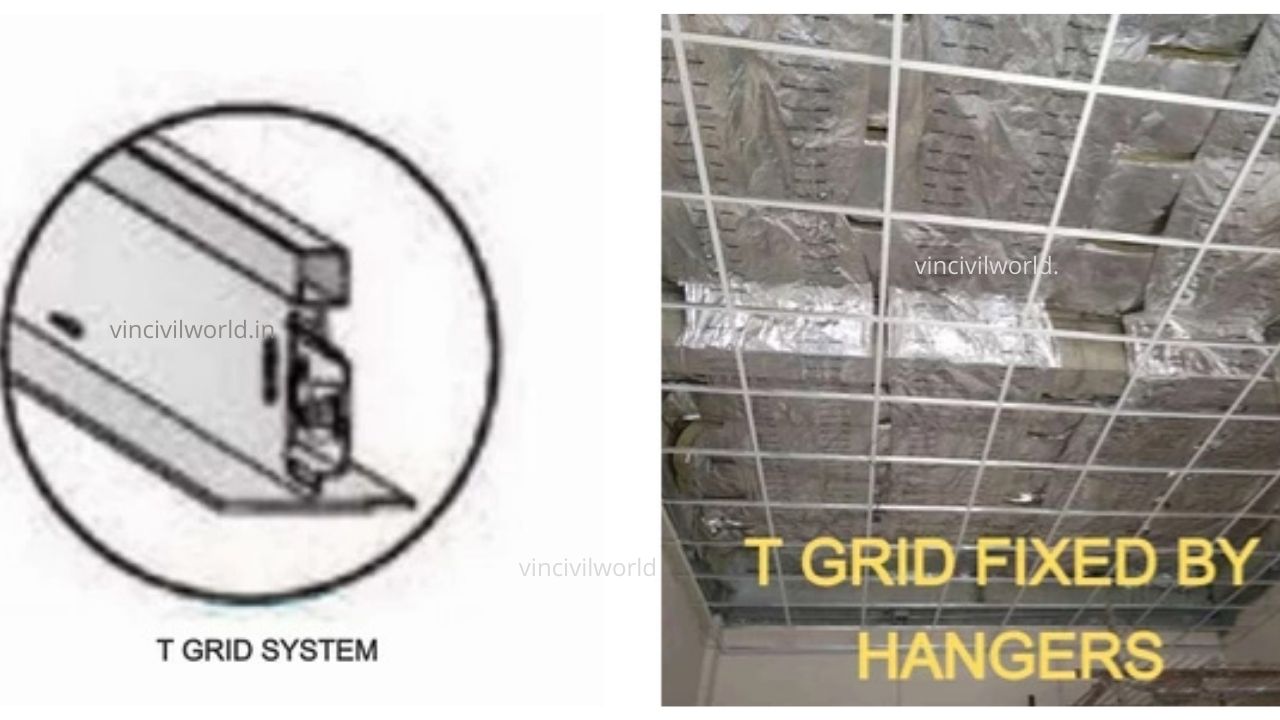
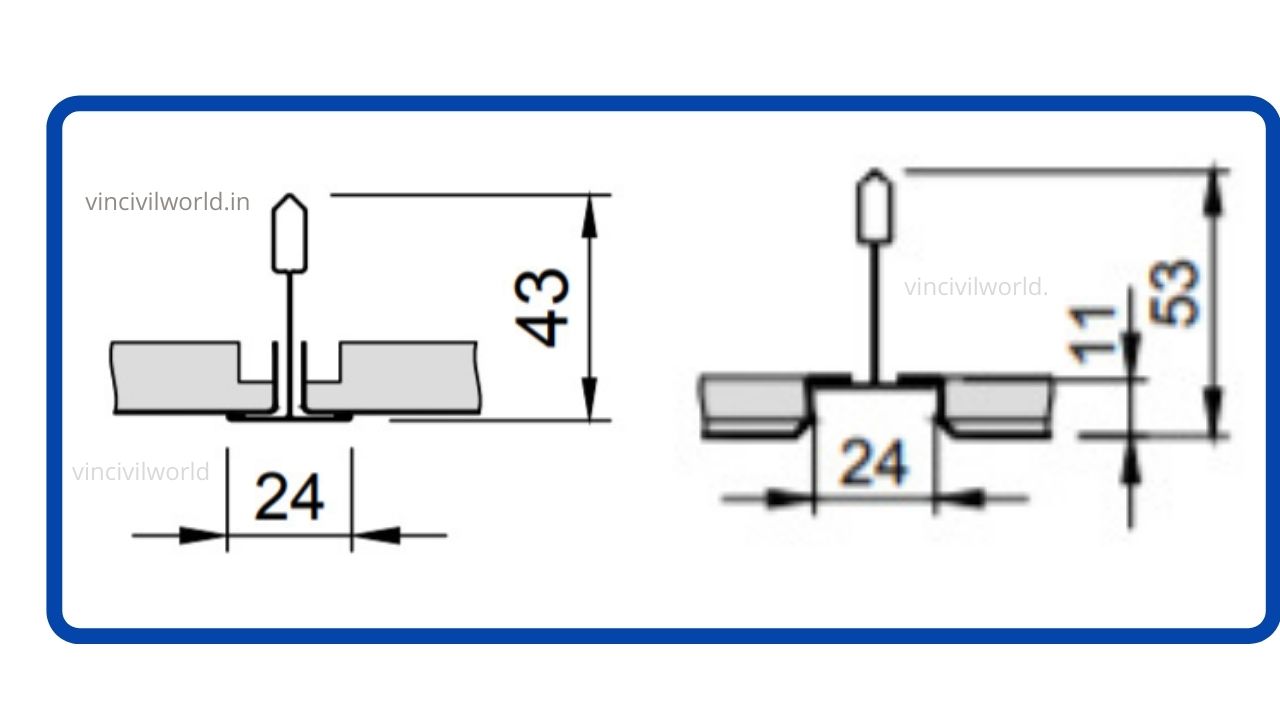
In these type of ceilings the tiles are laid over a T grid (as shown in fig) which is hanged to the ceiling using hangers/ wires 3 to 4 mm thick. The tiles used can either be plain type or perforated type. The size of grids normally used shall be 600×600 mm. In this type of false ceiling the grids are exposed and can be seen from outside. Tiles are simply placed on a T-shaped runner (ref fig), generally between 10 and 25mm, and can be easily installed and can be demounted as individual tiles during maintenance of services like AC, fire fighting,electrical etc.
T grids for Tile Laying
This ceiling system comprises of Galvanized steel /Aluminium lay in tiles ( 600 mm x 600 mm) are manufactured out of 0.50-1 mm thick polyester coil coated steel 120 gsm zinc coating or powder coated with 50 microns polyester paint. Aluminium tiles are manufactured out of 0.70mm – 1 mm thick aluminium sheets and are powder coated using polyester paint 50 micron thick. The lay in tiles used can be plain tiles or perforated tiles. The perforations depend on the client requirement and manufacturer specifications.
Grid system for lay in tiles
Advantages of lay in tile Lay-in tiles are easy to remove and flexible for services related to electrical, fire ,plumbing and air conditioning facilities concealed in the false ceiling etc. They are also the easiest to move around when renovating and shifting office spaces.Installation and maintenance is very easy.The tile can be removed and remounted without any skilled assistance.The material is very durable and moisture and fire resistant.
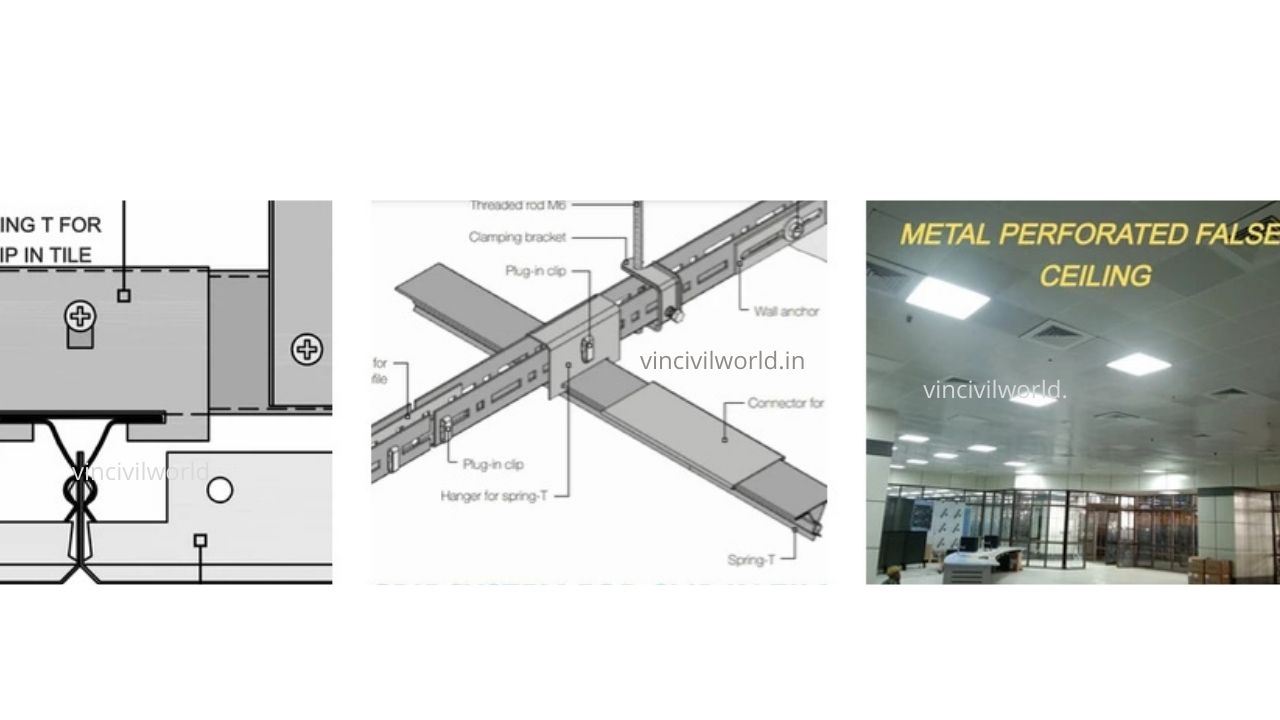
In the clip-in system, ceiling tiles clip into the suspended runner. Due to their washability clip-in tiles see consistent use in industrial and commercial uses. Ceiling tiles clip on to the suspended grid and therefore conceal the grid from view. Manufacturers have their own unique clip-in systems that match their boards but generally they all consist of a spring tee runner from which boards clip on to.
Clip in tile grid system
This ceiling system comprises of Galvanized steel /Aluminium lay in tiles ( 600 mm x 600 mm) are manufactured out of 0.50/1mm mm thick polyester coil coated steel 120 gsm zinc coating or powder coated with 50 microns polyester paint. Aluminium tiles are manufactured out of 0.70mm-1 mm thick aluminium sheets with powder coated 50 microns polyester paint. The CLIP IN TILES used can be plain tiles or perforated tiles. The perforations depend on the client requirement and manufacturer specifications.
Conclusion
Metal false ceiling systems are durable and long lasting when compared with any other ceiling. They are easy to install and maintain and a very preferred choice for industrial, commercial and residential areas.